














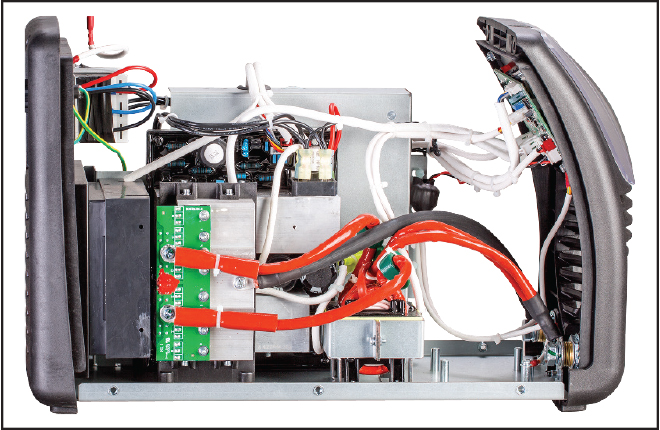
Invertor profesional pentru sudura cu electrozi si WIG, model CRAFT-STICK 403 CEL
Brands: Schweisskraft
5.977,11 lei

Cod articol: SW.1073253
Taxa timbru verde - Acest produs are o taxa suplimentara de 36.30 RON (inclusiv TVA), care va fi adaugata in cos.
Livrare in 1-3 zile




Fisa tehnica






