












Cod articol: US19.03.096A01
Material: HSSE-Co5
Pentru gauri infundate
Pentru mai multe informatii apasati pe " ![]() "
"
Pentru o vizibilitate mai buna pe mobil, rotiti telefonul 
Filtreaza variantele:
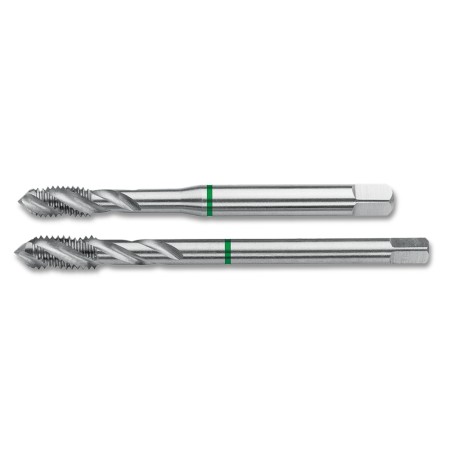
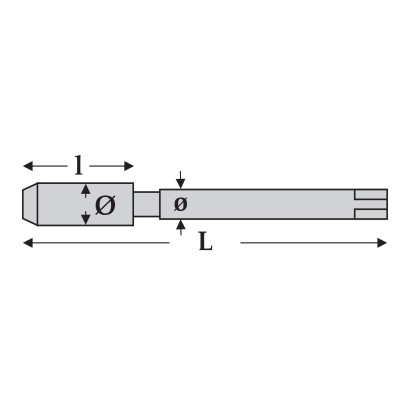
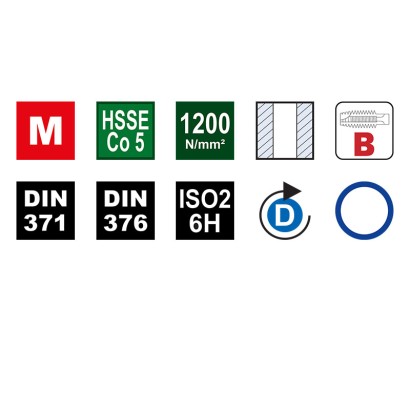
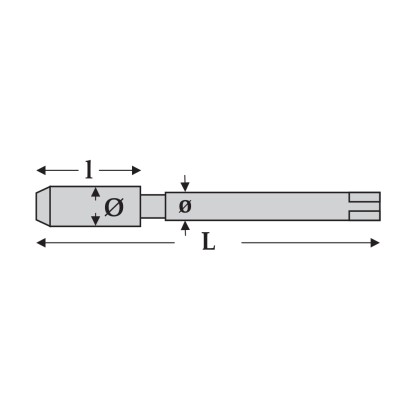
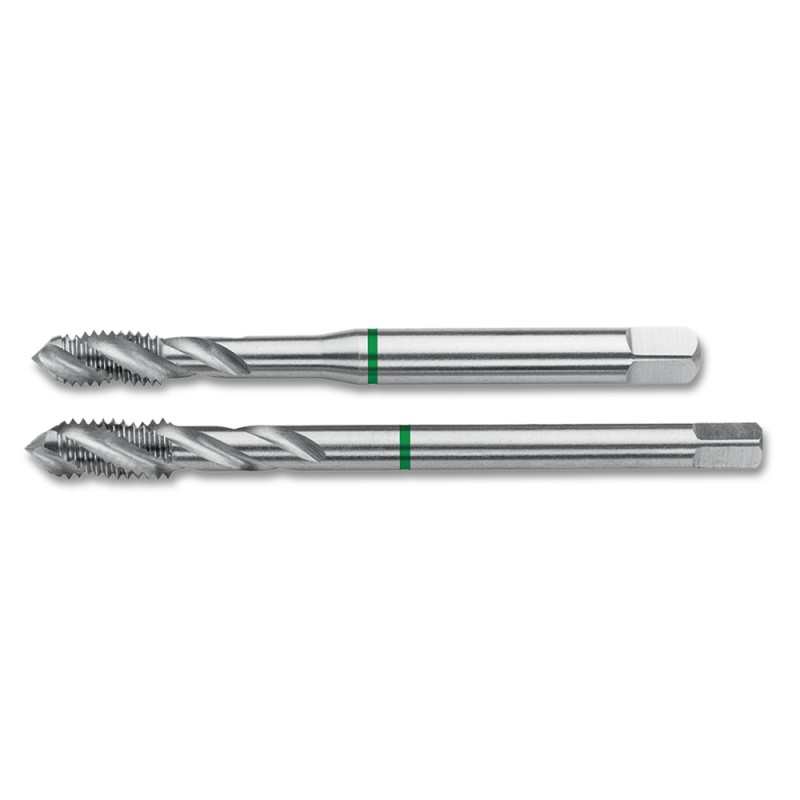
Tarod de masina universal, HSSE Co5, forma C - 39 grade RSP, banda verde, DIN 371 / 376, VOLKEL
APLICATII
materiale neabrazive până la 1000 N/mm²
oțel nealiat și slab aliat
materiale cu așchie lungă
pentru găuri înfundate
pentru filetare manuală și pe mașini
CARACTERISTICI


TAROZI DE MASINA CU INEL COLORAT
Scule specializate - produc rezultate optime
Dimensiunea nu este suficientă!
Pentru materiale cum ar fi oțel aliat sau rezistent la uzură, oțelul inoxidabil cu așchie lungă, fonta / fonta grafitată, alama, materiale cu rezistență mare, motto-ul "unul pentru toate" produce rezultate slabe
Rezultatele optime le obțineți cu tarozii Völkel cu inel colorat alegând scula corectă pentru fiecare material
Astfel veți beneficia de o geometrie optimă a sculei și o calitate superioară a filetării
| INEL | LUBRIFIANT | VITEZA DE TAIERE (m/min) | |||||||
| Oțel nealiat și slab aliat, așchie scurtă | ulei / emulsie de ulei | 10 - 20 | |||||||
| Materiale abrazive, așchie scurtă | ulei / emulsie de ulei | 6 - 15 | |||||||
| Oțel refractar, așchie lungă | ulei | 4 - 8 | |||||||
| Oțel refractar, așchie scurtă | ulei | 4 - 8 | |||||||
| Otel de cementare, aschie scurta | ulei | 4 - 8 | |||||||
| Oțel de scule, până la 1200 N/mm2 | ulei | 2 - 5 | |||||||
| Oțel de scule, peste 1200 N/mm2 | ulei | 2 - 5 | |||||||
| Oțel inoxidabil, așchie scurtă | ulei | 5 - 10 | |||||||
| Oțel inoxidabil, așchie lungă | ulei | 5 - 10 | |||||||
| Fontă cenușie | kerosen / taiere uscata | 6 - 20 | |||||||
| Fontă cu grafit granular | kerosen / taiere uscata | 6 - 20 | |||||||
| Fontă maleabila | emulsie de ulei | 6 - 12 | |||||||
| Alamă, așchie scurtă | emulsie de ulei | 20 - 30 | |||||||
| Alamă, așchie lungă | ulei / emulsie de ulei | 10 - 15 | |||||||
| Bronz, așchie scurtă | ulei / emulsie de ulei | 6 - 15 | |||||||
| Bronz, așchie lungă | ulei / emulsie de ulei | 6 - 15 | |||||||
| Cupru | ulei / emulsie de ulei | 10 - 15 | |||||||
| Aliaje de aluminiu, așchie scurtă | ulei / emulsie de ulei | 15 - 30 | |||||||
| Aliaje de aluminiu, așchie lungă | emulsie de ulei | 10 - 20 | |||||||
| Aliaje de zinc | ulei / emulsie de ulei | 10 - 15 | |||||||
| Aliaje de magneziu | emulsie de ulei / taiere uscata | 10 - 20 | |||||||
| Titan, așchie scurtă | ulei | 3 - 4 | |||||||
| Titan, așchie lungă | ulei | 3 - 4 | |||||||
| Termoplaste | emulsie de ulei / taiere uscata | 5 - 15 | |||||||
| Duroplaste | taiere uscata | 5 - 15 |
UTILIZARE
| INEL | UTILIZARE | FILET | TAROD |
 |
|
|
|
 |
|
|
|
 |
|
|
|
 |
|
|
 |
 |
|
|
 |
 |
|
|
|
 |
|
|
 |
UTILIZARE TAROZI
Tarozi de mână (set de 2 sau 3 buc.)
Tarozi de masina (universali)
Insertii pentru repararea filetelor
Recomandari
În primul rând trebuie identificat cât mai bine materialul în care se va executa filetul. Fiecare tip de tarod a fost proiectat și executat astfel încât să asigure o filetare optimă pentru fiecare material în parte (diferă atât duritatea materialului cât și forma șpanului)
Pentru execuția unui filet corespunzător, geometria (dimensiunile orificiului) trebuie respectată cu mare strictețe
Pentru mărirea duratei de tăiere a uneltei şi pentru calitatea optimă a suprafeţei se vor utiliza uleiuri de răcire a sculelor aşchietoare sau alţi agenţi de răcire pentru ungere, întrucât aceştia reduc frecarea dintre aşchie şi tarod (deci şi momentul de rotaţie necesar)


Specialist în scule pentru filetare și sisteme de inserții pentru repararea filetelor • 100 de ani de experiență în producția de tarozi • Companie cu sediul în Remscheid, Germania • Clienți din 70 de țări sunt satisfăcuți de calitatea produselor VÖLKEL
Specializare
Se concentrează pe ceea ce știe cel mai bine: scule pentru filetare
Calitate
Garantează o calitate bună și constantă pentru industrie
Prețuri
Oferă cele mai bune prețuri pentru produse de calitate
Servicii
Garantează livrarea la timp a tuturor produselor din program
materiale cu așchie lungă
pentru găuri înfundate
pentru filetare manuală și pe mașini
 |
Filet metric DIN ISO 13
|
 |
Precum otelul rapid HSS, cu aliaj de cobalt. Acest material rezistent la caldura este utilizat pentru prelucrarea materialelor cu o rezistenta mai ridicata si la canalele lungi de taiere cu incalzire puternica corespunzatoare. Procentul de 5% de cobalt asigura o rezistenta la caldura mai ridicata, precum si o capacitate de incarcare mai ridicata. |
 |
Prin procedeul PVD (Physical Vapour Deposition) se depune pe suprafața sculei, la cca, 500°C, în fază de vapori sub vacuum, un strat de nitrură de titan (TiN). Se obține o creștere remarcabilă a durității și reducerea rugozității suprafeței ceea ce asigură excelente caracteristici anti-fricțiune și o înaltă rezistență la uzură și abraziune. Sculele acoperite cu TiN pot fi utilizate la viteze de tăiere semnificativ mai mari.
|


































































 "
"