Invertor multifunctional profesional pentru MIG/MAG, WIG si sudura cu electrozi - CRAFT-MIG 253 Pulse
Brands: Schweisskraft
10.425,44 lei



Cod articol: SW.1071181
Taxa timbru verde - Acest produs are o taxa suplimentara de 36.30 RON (inclusiv TVA), care va fi adaugata in cos.






Fisa tehnica
| Image | Reference | Name | Available | Price | Add to cart |
|---|---|---|---|---|---|

|
SW.1104004 | Arzator SR26 cu racire cu gaz pentru invertor EASY-TIG 201,CRAFT-TIG 201DC, 201 AC/DC, CRAFT-MIG 201P / 253 / EASY-MIG 181, cu furtun de 4 m, Schweisskraft | 1 | 1.096,57 lei |
|

|
SW.1091513 | Arzator SMB 15 cu racire cu gaz, pentru Aluminiu, cu furtun de 3 m, Schweisskraft | 0 | 514,29 lei |
|
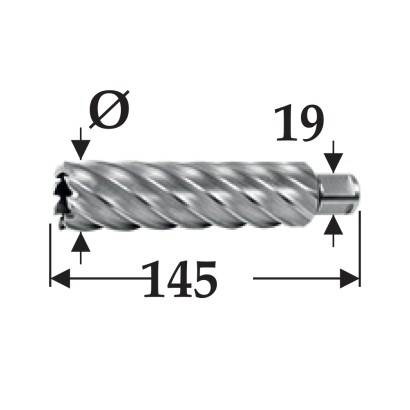
Clește pentru țevi din alumini
Fălci late pentru o fixare sigură pe țevi și fitinguri
Piuliță de reglaj dublă pentru rezistență și durată de exploatare maximă
Prindere: Weldon ¾” (19 mm)
Vârf de ghidare: Ø8.0 x 155 mm (RK.1082000)
Adâncime de tăiere 110 mm
Pentru mai multe informatii apasati pe " ![]() "
"
Pentru o vizibilitate mai buna pe mobil, rotiti telefonul 
Geam interior de protectie pentru casca de sudura XXL-W F-TC (SW.1654100)
Banda pentru modelul HBS 321-2
Lungime banda (mm): 2240
Latime banda (mm): 20
Grosima banda (mm): 0.50
Numar de dinti: 4